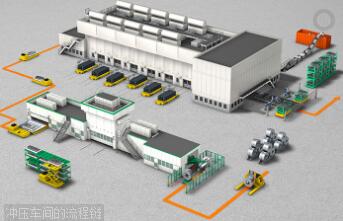
汽车行业中的冲压车间,首先,从钢卷生产线冲压金属件。根据要求的不同,这些金属板将被卷边,并可能部分预冲孔。
在这一流程的几个点,对冲孔和冲压操作使用油和油脂以润滑金属板。
金属板的裂缝导致超出相关材料的弹力极限。这种情况可以使用多工位成型避免。单个压力机被链接到一起。这一压力机链被称为冲压线。
冲压车间的重要组件是液压装置,以及压力机和夹持器的润滑和压缩空气供应。使用废料冲床处理冲压和冲孔操作产生的废料,从而重用于电气熔化炉。
冲压车间必须可靠运行,具有极高的设备组件可用性。
这里,IFM易福门提供的传感器将以极高的可靠性和坚固性标准为用户提供支持。
上料机器人分离落料,并放入多工位压力机的第一步。
IFM易福门PN5系列压力传感器监控上料机器人抓持设备的气动阀压力。传感器将测量可更换夹持器自动扩展坞的现有进口压力和通风。
IFM易福门“R”系列全金属电感式传感器用于冲压车间的重型工作。这里,传感器将检测金属板是否放到输送带。设置期间,E10209保护盖可以固定到传感器上,从而提供保护。这会减轻对传感器的任何影响。(丙通MRO工业品)
将金属板从物料接收输送到为负载小车的上料机器人装料的输送点。为优化上料,需对金属板堆叠进行明确的定位。
IFM易福门非接触式自动防止故障电感式传感器直接检测负载小车的安全位置 - 无需特别的相应部件。
IFM易福门SD系列流量传感器持续检测吸爪的压缩空气消耗。这可快速检测和消除出现的泄漏。
通过内存插头 (E30398) 传输压缩空气计的设置参数。必要时,可以快速、可靠地更换装置。通过USB IO-Link主 (E30390) 可以进行传感器的参数设置和分析。
IFM易福门液压动力装置:在现代液压机中,使用电动机和高性能泵累积介质中的压力。
压力介质的压力通常高达300 bar;根据活塞直径,可以达到数千吨(最高800 MN或约80,000吨)的压力。
IFM易福门工具更换小车:冲压线设计用于极高可用性。
这包括缩短更换工具和夹持器的设置时间。
自动系统将改装时间减少为仅仅几分钟。
IFM易福门压力机:使用吸爪将基板放入第一个冲压模具。
完成冲程后,另一个吸爪吸起冲压制品,并放入下一个冲压站。
重复该流程,这取决于冲压站的数量。
最后,物料出口的部件将为所需形状。
IFM易福门码垛机:在金属板切割线,金属板被切割为各种尺寸以输送到多工位压力计。
切割期间,准确观察尺寸是流程可靠性和后续冲压操作质量的决定性因素。如果可能,已在这一阶段开孔。
自动流程确保极高可重复性。
本文地址:http://www.btone-mro.com/BtoneInform/newsContent.aspx?id=4833